

烧结皮带上料系统变频改造
2 自动配料系统的组成
改造后的配料控制系统以单个圆盘组成一个闭环回路,如图1所示。
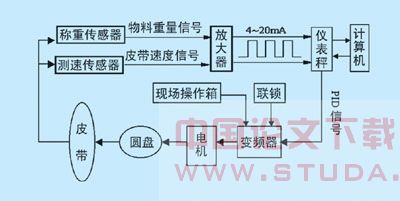
图1 配料系统单圆盘控制组成
临钢烧结厂配料系统共12个圆盘,这样就有12个如图1的单回路仪表控制系统。多台仪表配料秤与计算机通过RS-485通讯,完成料种料量的分类设定与采集,汇总各种生产数据,统一操作指挥,实现了配料系统的自动化。过去的执行机构如图2所示。
具体改造步骤为:将滑差调速控制器更换为变频器;调速电机由滑差电机改为三相异步电机;改进现场操作箱控制原理,实现变频器手/自动切换。
我厂选用的变频器是西门子MMV变频器,变频器外部接线如图3。
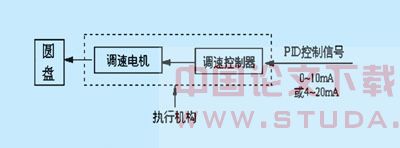
图2 滑差调速控制
图3中几个接口功能简单说明如下:(5、6、7、16、等接口的功能,可通过对变频器设定参数来定义)
5-开机信号 >+10V 时有效控制;
6-自动工作信号 >+10V 时有效,
<+10V 时手动调节有效;
7-复位信号 >+10V ↑上升沿时有效;
16-停机信号 <+10V 时有效。
3 改造中应注意的问题
(1) 首先应确保变频器工作现场干扰小,这是变频器稳定工作的前提。常见措施有:
敷设线缆需屏蔽措施,与强电线路保持一定距离,且不同槽,避免谐波信号和电磁干扰;
控制接地措施要好,当厂区电气接地网阻小于4Ω时机壳可接至厂区电器专业接地网,否则独立接地。
屏蔽接地应设置单独接地系统。
(2) 变频器外围线路要有良好措施,这是变频器稳定工作的保障。具体如下:
A) 变频器类型自选,其中可设定参数的接口要与接线图对应。
B) 变频器开机及手/自动切换时应有滤波电容。如图3中电容C1、C2大约为0.47μF,起交流滤波作用,有效降低了电源系统干扰。我厂改造时,加与不加滤波电容效果明显不同。
C) 开机时,R、C回路充放电造成瞬间滞后,可确保变频器复位信号优先于开机信号,使变频器能正常启动和稳定工作。
D) 仪表输出的PID信号应调整为4~20mA,且与变频器隔离,防止0~10mA时容易出现的零点漂移。
E) 现场操作箱中的手/自动开关及继电器选型要可靠,保护措施要好,因现场环境恶劣,粉尘大,温度高,容易造成系统控制瞬间暂停。
(3) 适当选择变频器控制方式,这是提高变频器工作效率的关键。
我厂选择矢量控制方式。
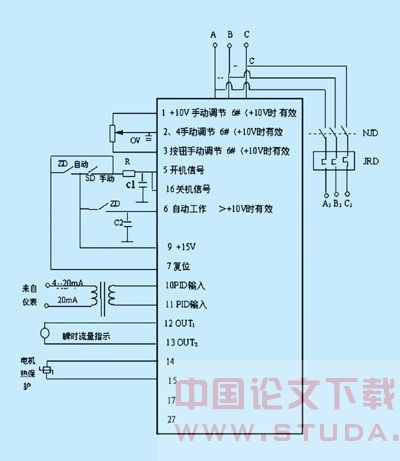
图3 变频器的外部接线图
变频器一般有四种控制模式可选:线性电压/频率方式、磁通电流控制(FCC),平方电压/频率关系,矢量控制。
变频器能否稳定工作是调试的重点也是难点,我厂选用的变频器是西门子MMV变频器,为得到最好的动态调速性能,将原出厂调试的转差率调速方式改为免测速矢量控制方式。
配料秤每秒扫描一次现场传感器送回的称量数据,并且根据这些数据计算出新的PID控制信号发给调速系统,所以系统始终处于动态工作过程。转差率调速方式虽然能够维持磁通和转矩恒定,但他基本关系是从稳态机械特性推导出来,动态转矩仍未得到控制。原料中存在大块物料是难免的,大块物料的卡阻会形成突加负载,而且落在皮带秤上会引起传感器的信号波动。如果能在负载突加时,迅速将电磁转矩提上来,即可获得较快的恢复时间和较小的动态速降,调速的动态性能归根结底是对电磁转矩的调整。在直流调速系统中,电流、转速双闭环调速系统可在四象限中对动态性能进行精确控制,矢量控制的基本思路是按照同样旋转磁场这一等效原则建立起来的,可以在三相异步电机上模拟直流电机的控制规律,实现闭环调速。实践证明,这种控制方式非常适合烧结厂配料的工艺要求。当选择测速矢量控制方式时,定于电阻测量功能置位,变频器第一次运行时,将自动测定电机的定子电阻,并根据参数表中的电机铭牌数据计算电机常数,从而模拟直流电机的控制规律,与三相异步电机实现闭环调速。
- 上一篇:深孔钻镗床刀具的扭矩保护设计
- 下一篇:计算机技术在GHH风机中的研究与应用